
一、汽车零部件MES系统定义
汽车零部件MES系统(制造执行系统)是连接企业资源计划(ERP)与底层控制系统(如CNC、PLC)的生产执行层管理系统,旨在通过实时数据采集、过程监控、生产调度、质量管理、追溯管理等功能,实现汽车零部件生产全流程的数字化、智能化管理。其核心在于满足多品种小批量生产需求,确保产品全生命周期可追溯,同时与汽车主机厂(OEM)系统无缝对接,支撑供应链协同。MES系统处于企业计划层与工业控制层之间,是汽车零部件企业实现智能制造、满足主机厂要求的核心工具。

汽车零部件MES系统
二、汽车零部件行业管理痛点
1.生产计划灵活性不足
汽车零部件企业需应对主机厂频繁变更的订单(如紧急插单、数量调整),但传统排产依赖人工经验,难以快速调整设备、模具、人力等资源,导致生产节奏混乱。
典型案例:某零部件供应商因主机厂紧急插单,手动调整计划耗时4小时,导致原定订单延误,面临罚款。
2.质量追溯困难
汽车零部件需满足严格追溯要求(如ISO/TS 16949、IATF 16949),但传统纸质记录易丢失,难以关联工件、模具、原材料批次等信息。
多品种小批量模式下,工件标识(如二维码、RFID)与数据绑定效率低,追溯成本高。
3.设备利用率低与模具管理复杂
设备(如冲压机、注塑机)因模具更换时间长、程序错误等原因易导致非计划停机。
模具作为核心资产,需频繁更换(如每班次更换2-3次),但传统管理依赖人工记录,易出现漏换、错换问题,影响质量与效率。
4.供应链协同差
需与主机厂系统(如EDI、API)实时对接,同步订单、库存、物流信息,但传统方式依赖人工录入,易出错且时效性差。
原材料(如钢材、塑料颗粒)供应波动大,但缺乏动态补货机制,导致生产中断。
5.能耗与环保压力大
汽车零部件生产(如铸造、电镀)能耗高,需实时监控能源使用(如电力、蒸汽),优化高耗能环节。
环保法规(如VOCs治理、废水排放)严格,传统管理方式难以满足动态合规需求。
三、汽车零部件MES系统需求分析
1. 功能需求
(1)实时监控与数据采集
集成CNC、PLC、传感器,采集设备状态(如主轴负载、进给速度)、工艺参数(如冲压压力、注塑温度)及工件信息(如尺寸、表面粗糙度)。
支持边缘计算预处理数据(如振动信号去噪),减少云端压力。
(2)生产计划与调度
根据主机厂订单(如JIT交付)、设备能力(如冲压机最大压力)、模具状态制定动态计划。
支持突发情况(如设备故障、模具损坏)的快速调整,优化资源利用(如设备、模具、人力协同)。
(3)质量追溯与SPC分析
从原材料到成品的全流程追溯,记录工件加工路径(如设备、模具、操作员)、质检数据(如尺寸、形位公差)。
自动生成质量报告(如CPK分析),确保产品符合主机厂标准(如大众VDA 6.3)。
模具管理
全生命周期管理,包括模具采购、入库、领用、更换、报废记录。
集成模具寿命预测模型,根据加工参数(如冲压次数、温度)动态调整更换周期。
(4)供应链协同
与主机厂系统(EDI、API)对接,实时同步订单、库存、物流信息。
动态补货机制,根据生产计划自动触发原材料采购(如钢材、塑料颗粒)。
(5)能源管理
实时监控能耗(如电力、蒸汽),分析高耗能环节(如冲压机空转、注塑机保温),优化能源结构。
对标行业先进标准(如单位工件能耗),识别异常高耗能模块并整改。
2. 非功能需求
可靠性:7×24小时稳定运行,关键模块冗余备份,故障恢复时间≤3分钟。
安全性:符合等保三级认证,数据加密(TLS 1.3),精细权限管理(RBAC模型),操作日志可追溯。
扩展性:模块化设计,支持新技术(如5G、AI)快速集成,兼容国际标准(如ISO 27001)。
易用性:界面友好,支持移动端(如平板、手机)操作,提供多语言支持。
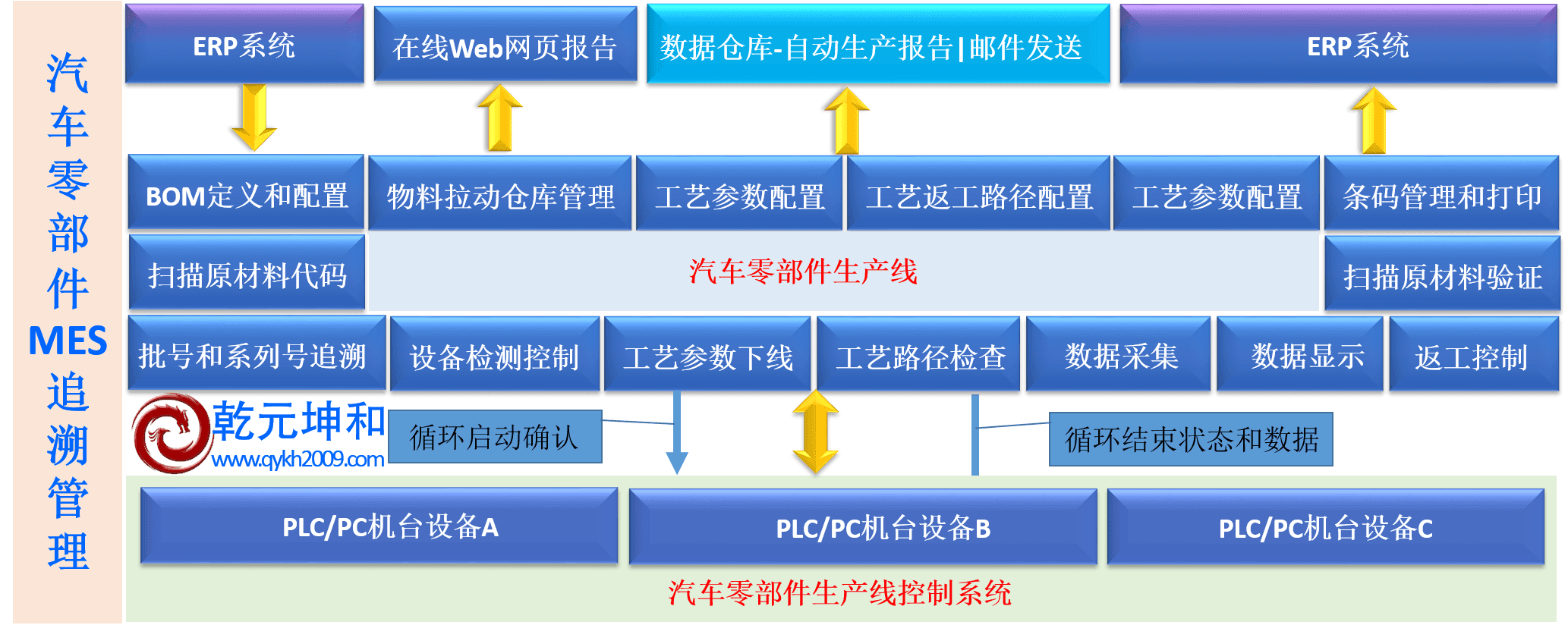
四、汽车零部件MES系统架构设计
1.分层架构
(1)数据采集层
通过CNC、PLC、传感器及物联网设备采集实时数据,支持边缘计算预处理(如振动信号去噪、数据压缩)。
集成RFID/二维码技术,实现工件与模具的自动识别与数据绑定。
(2)控制层
集成过程监控系统,实时调整加工参数(如冲压压力、注塑温度),确保工艺稳定。
支持与底层设备(如CNC、机器人)的直接交互,实现闭环控制(如主轴负载闭环)。
(3)管理层
包含生产计划、质量追溯、模具管理、供应链协同等模块,支持数据分析与决策(如生产效率分析、模具寿命预测)。
集成BI工具(如Power BI),生成可视化报表与仪表盘(如设备OEE分析、质量合格率趋势)。
94企业应用层
与ERP、主机厂系统(EDI、API)集成,实现数据共享与流程协同(如订单状态同步、库存数据更新)。
支持与第三方系统(如PLM、CAD)对接,实现设计-工艺-生产一体化。
2. 关键技术选型
(1)数据集成:使用OPC UA、MTConnect等协议实现设备数据统一接入,支持API接口与主机厂系统对接。
(2)实时处理:采用Spark Streaming、Flink处理高并发数据流,确保实时监控与预警(如设备故障即时报警)。
(3)人工智能:机器学习(如LSTM)预测模具寿命(如冲压模具冲压次数预测),优化加工参数;深度学习分析质量数据(如工件表面缺陷识别)。
(4)云计算:混合云架构,核心数据存于私有云(如OpenStack),分析服务部署公有云(如阿里云、华为云)。
(5)物联网:低功耗广域网(LPWAN)技术(如NB-IoT)支持远程设备数据采集,RFID/二维码技术实现工件与模具追溯。
五、汽车零部件MES系统业务流程
1.主机厂订单接收与工艺设计
订单录入:通过EDI/API接口同步主机厂订单(如图纸、交期),生成生产任务。
工艺设计:工程师制定加工路径(如冲压-焊接-涂装),生成CNC程序并下发至设备。
2.生产计划与调度
动态排产:根据订单优先级(如JIT交付)、设备能力(如冲压机最大压力)、模具状态制定生产计划。
资源协同:自动分配设备、模具、操作员,确保生产节奏匹配(如避免设备空闲或模具短缺)。
3.加工执行与数据采集
设备启动:操作员加载CNC程序,启动加工,系统实时采集设备状态(如主轴负载、进给速度)与工件参数(如尺寸、表面粗糙度)。
异常处理:设备故障(如冲压机压力异常)或模具磨损(如冲压模具裂纹)时,系统自动报警并推荐解决方案(如更换模具、调整参数)。
4.质检与工件追溯
在线检测:加工过程中通过传感器(如激光测距仪)实时检测工件尺寸,超差时自动调整参数或停机。
离线检测:成品通过三坐标仪、粗糙度仪等设备进行最终检验,记录检测数据并生成合格证。
追溯查询:通过工件二维码查询全流程数据(如加工设备、模具批次、质检记录),定位质量问题(如某批工件尺寸超差,追溯至冲压步骤)。
5.模具管理与维护
模具领用:根据加工任务自动分配模具,记录领用数据(如模具编号、领用时间)。
寿命预测:根据加工参数(如冲压次数、温度)动态调整模具更换周期,避免过早更换或超期使用。
维护计划:定期润滑模具、清理废料,记录维护数据以备追溯。
6.供应链协同与发货
原材料补货:根据生产计划自动触发采购订单,同步至供应商系统(如EDI)。
成品发货:通过EDI/API接口同步物流信息至主机厂,记录运输数据(如车辆GPS定位、温度记录)。
六、汽车零部件MES系统功能模块
1.生产计划与调度模块
功能:动态排产,支持突发情况调整,优化资源利用(如设备、模具、人力协同)。
技术实现:遗传算法优化排产,集成设备状态数据(如冲压机在线率),实时调整计划。
2.实时监控与数据采集模块
功能:实时显示设备状态(如主轴负载、进给速度)与工件参数(如尺寸、表面粗糙度),异常报警,支持趋势分析(如冲压机压力趋势图)。
技术实现:边缘计算预处理数据(如振动信号去噪),Spark Streaming处理实时流,ECharts可视化展示。
3.质量追溯与SPC分析模块
功能:全流程追溯(原材料批次、加工参数、质检记录),质量分析(如CPK、SPC),自动生成报告(如COA证书)。
技术实现:Scikit-learn训练质量预测模型(如工件尺寸预测),区块链技术记录关键操作(如质检记录)。
4.模具管理模块
功能:全生命周期管理(采购、入库、领用、更换、报废),寿命预测,集成RFID/二维码追溯。
技术实现:TensorFlow Serving加载模具寿命预测模型(如冲压模具冲压次数预测),RFID技术追踪模具位置。
5.供应链协同模块
功能:与主机厂系统(EDI、API)对接,实时同步订单、库存、物流信息;动态补货机制,自动触发原材料采购。
技术实现:API接口开发,集成供应商系统(如SAP、Oracle),规则引擎(如Drools)自动触发采购。
6.能源管理模块
功能:能耗统计、分析,优化高耗能环节(如冲压机空转、注塑机保温),对接环保平台。
技术实现:Hadoop存储历史能耗数据,Spark分析能耗趋势,AES-256加密上传环保数据。
七、汽车零部件MES系统实施步骤
1.需求分析与规划
明确目标(如提升设备利用率20%、降低模具成本15%),评估现有流程,制定预算与周期(分3期,每期6-12个月)。
选择有经验的供应商(如西门子、宝信软件),进行现场调研与需求确认。
2.系统设计与开发
模块化设计,分阶段开发(如先上线数据采集与监控,再集成生产计划与模具管理)。
采用敏捷开发(Scrum),每两周迭代一次,进行压力测试(如模拟100台设备并发)。
3.试点运行与优化
选择1-2个车间试点(如冲压车间、注塑车间),收集反馈(如报警准确率不足、界面操作复杂),优化算法与界面。
调整系统参数(如模具寿命预测阈值、能耗优化目标),确保与实际生产流程匹配。
4.全面部署与推广
分批次上线(按分厂或车间),培训员工(分层培训,管理层侧重决策支持、操作层侧重设备监控)。
制定考核标准(如工单处理时间≤15分钟、数据录入准确率≥99%),建立反馈机制(如用户满意度调查)。
5.持续迭代与升级
定期更新功能(如每年引入新AI模型、扩展物联网设备),维护系统安全(如漏洞扫描、补丁更新)。
评估新技术(如数字孪生、5G专网),扩展系统能力(如虚拟调试新工艺、远程设备诊断)。
八、汽车零部件MES系统实施意义
1.提升生产效率与质量
通过实时监控与动态调度,减少停机时间(如冲压机非计划停机减少50%),提高设备利用率(如主轴OEE提升20%)。
全流程质量监控,减少次品率(如工件合格率从95%提升至98%),满足主机厂严格标准(如大众VDA 6.3)。
2.降低运营成本与能耗
模具寿命预测减少更换成本(如模具消耗量下降30%),备件库存积压减少。
能源管理优化降低能耗(如单位工件能耗降低10%),支持碳中和目标,减少环保罚款。
3.增强供应链协同与追溯能力
与主机厂系统(EDI、API)无缝对接,提升订单响应速度(如JIT交付准时率提升40%)。
全流程追溯确保产品可追溯(如汽车召回时快速定位问题批次),避免法律风险(如质量问题召回损失减少80%)。
4.推动数字化转型与市场竞争力提升
实现数据驱动决策,提升企业竞争力(如市场响应速度加快50%)。
符合智能制造政策(如中国制造2025、工业互联网创新发展战略),助力进入主机厂供应链(如通过大众A级供应商认证)。
通过汽车零部件MES系统的实施,企业可实现生产全流程的数字化、智能化转型,为高质量发展提供核心支撑,同时提升在行业中的竞争力和可持续发展能力。
欲了解更多mes信息内容,请点击MES系统或MES系统解决方案。
温馨提示:如果您在MES系统选购、实施、维护等方面遇到疑难问题,欢迎联系乾元坤和MES系统软件技术工程师,他们会给您详细的解答。