智能包装生产管理系统是对原有全自动化包装生产线的升级改造,通过在各包装工序、设备上安装完备的传感器和检测仪器,增加协调包装生产管理的包装生产管理系统,将原来各自独立的包装设备通过网络相互联通,统一优化调度生产资源,实现自动化包装生产。图1为智能包装生产管理系统架构图。
PLC采用SIEMENSET200系列可编程控制器,根据需要配置相应数据采集模块,PROFIBUS现场总线负责控制站与设备的联通。控制站采用SIEMENSPCS7416,Ethernet为100Mbps工业以太网,是连接控制站与工程师站的桥梁。工程师站负责智能包装生产线的控制与管理操作,包装生产线数据及包装生产线管理系统存放在包装服务器中。
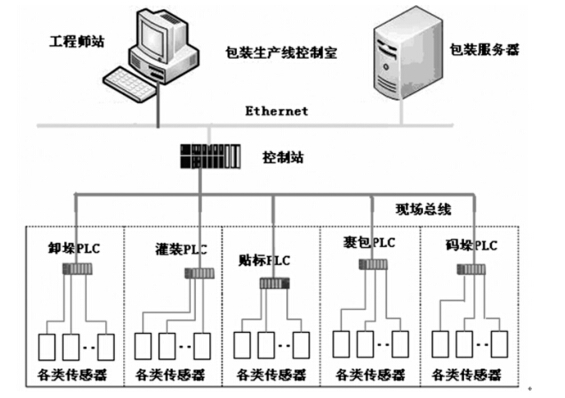
图1智能包装生产管理系统架构图
整个包装过程(包括卸垛、冲瓶灭菌、灌装、贴标、喷码、裹包、码垛等)的各个工序、设备都配置了完备的传感器和检测仪器,检测结果通过PROFIBUS现场总线及Ethernet网络实时传输到包装生产管理系统,为核算生产效率、产品合格率、生产成本,以及设备维护和故障分析等提供准确信息,使包装生产数据处理更加及时、准确。智能包装生产管理系统在实现自动化包装生产的同时,也实现了包装过程的产品质量自动检测和控制,主要功能如下:
(1)包装瓶从全自动卸垛机进入包装生产线前进行摄像检测,只有检测合格的包装瓶才能进入灌装机。
(2)灌装时,高精度重量传感器对每瓶的产品灌装量进行精确检测,X射线同步检测产品灌装的液位,只有重量和液位检测均合格的产品包装瓶才能进入贴标工序,不合格产品则由机器臂自动排除出生产线。
(3)在贴标工序中,利用光学成像检测仪器对每瓶产品进行定位、拍照,检查产品的外包装是否有缺陷,有缺陷的产品包装瓶将自动排除出生产线。
(4)码垛前,将利用重量传感器对裹包后的每箱产品进行重量检验,不符合产品规格的包装箱将自动排除出生产线。改造后的包装生产线在确保产品质量稳定受控的前提下,在液体调味品生产的企业运用中,全自动包装生产线高速运转,生产效率提高两倍以上。
了解更多相关信息,请点击生产管理系统,或拨打 进行咨询。