MTJ生产管理系统中TOC理论的生产计划与控制是通过鼓-缓冲-绳(Drum-Buffer Rope,DBR)来实现的,如下图所示。
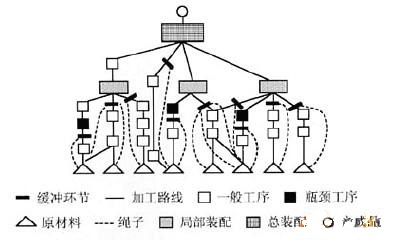
图 鼓、缓冲器和绳子模型
DBR根据瓶颈或产能受限资源(Capacity Constraint Resources,CCR)的可用能力来确定企业的最大物流量,鼓反映系统对瓶颈的利用程度,确定系统的生产节奏;缓冲器是在瓶颈前、装配前人为地控制适量的在制品库存,以吸收那些无法预期的改变,保护鼓的节奏,控制物流平衡;绳子传递瓶颈的需求,并按鼓的节奏控制各工序物料的投料时机和数量、各工序的加工节奏以及在制品的库存水平。
在MTJ生产管理系统模型中,首先,车间层基于生产网络,把车间零部件计划按照无限排产倒排法展开为工序计划,判断平均负荷率,最高的即为瓶颈设备。如果是首次进行生产调度安排,则继承能力/负荷平衡阶段识别的瓶颈,并对此瓶颈加以确认。否则,判定瓶颈是否发生漂移。
其次,依据瓶颈的位置把产品网络分裂为瓶颈资源网络和非瓶颈资源网络。瓶颈资源网络由瓶颈作业及其下游作业(包括市场需求和客户订单)构成,其余为非瓶颈资源网络。
再次,用有限能力排产法安排瓶颈上加工工序的生产作业进度计划,再以瓶颈工序为基准,把瓶颈工序之前、之间和之后的工序分别按拉动、工艺顺序、推动的方式排定,并进行一定优化。同时,动态制定每个作业的运输批量、加工批量,保证物流平衡、在制品库存合理和瓶颈利用率最大。
最后,设置缓冲和绳子,并根据绳子的设置和瓶颈消耗物料的速率,结合一定的物料调度规则,得到物料的投放计划。
MTJ生产管理系统中TOC理论在作业调度时把生产网络分为瓶颈调度和非瓶颈调度,首先对瓶颈进行调度,然后再对非瓶颈进行调度,体现了调度更有层次性。非瓶颈资源是能力过剩的资源,但其并不能额外生产,只能按照瓶颈的节拍进行受控生产。瓶颈之前的非瓶颈只能按照瓶颈的需要准时适量生产,瓶颈之后的非瓶颈只能接收瓶颈生产的有限物料进行生产。这样,非瓶颈资源上需要加工的作业相对于其能力并不饱满,订单竞争资源并不严重,因此,非瓶颈处现场调度/派工就不会很复杂。一般情况下,使用最简单的先到先服务(FCFS)优先派工规则即可完成非瓶颈的作业调度。这样,整个生产调度的重点就落在瓶颈调度上,而瓶颈处操作有限,大大降低了调度问题域的维数,减轻了调度的工作量,为采用比较复杂的最优化调度算法提供了可能性。
了解更多相关信息,请点击生产管理系统,或拨打 进行咨询。